English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

דער סעלעקציע פֿון אַפּירענע מכשיר און מכשיר־װײַזער איז איינער פון די וויכטיקע אינהאַלט אין CNC מאַשין־технологиע, וואָס איז נישט בלויז משפּיע דעם מאַשין־עקספּעקטיוועקייט פֿון דעם מאַשין־מכשיר, צוגלייַך מיט традиционאַלישע מאַשין־מיטאָדעס, CNC מאַשין האט העכער פּראָפּציעס פֿאַר באַשעפֿן מכשיר און מכשיר־װײַזער. ניט בלויז דערנאך הויך פּריזיציע, גוט רידידיקייט, און לענג, אבער עס דארפט אויך סטעಬಲ גרײס און צופּאַס-צופּאַס.
CNC מאַשין־מכשיר מאַטעריאַליעס 1. הײך גיך סטיל
הײך גיכקייט סטיל, אויך באקאנט ווי פראנט סטיל אָדער ווייַס סטיל. עס איז אַ אַלאָי־סטיל מיט עלעמענטן ווי טאַנגסטן (W), מאָליבידנעם (מאָ), כראָם (Cr), וואַנאַדיום (V), קאָבאַלט (קאָ), אד. עס איז צעטיילן אין צוויי הויפט סעריע פון טאַנגסטן און מאָליבידנעם און איז אַ традиционאַלישע מכשיר־מאַטעריאַל. זיינע צימער־טעמפּעראַטורע שווערדיקײט איז 62-65HRC און זיינע טעrmאלע שווערדיקײט קען ווערן palielinט צו 500-600 °C. Deformation איז קליין, גרינג צו שארטן, און קען מען פאַרגעסן און שערפן. ס'איז נישט בלויז גענוצט צו באַשאפן דרייל־ביץ און מילינג־קאַଟערס, אָבער אויך צו באַשאפן קאַמפּליקאַלישע שערץ־כירונגען ווי געװײנטלעכע קאַଟערס און פֿאָרמירן מילינג קאַଟערס. אָבער זיינע נידעריק שנעל (50m/min), מען ניצט מערסטנס פאר נידעריק שנעל־מאַשין אויף CNC מאַשין. אוסגעצייכנט הײך־גיכקייט סטיל איז רעפּרעזענטירט דורך W18Cr4V.

2. שווער צולײג
שווער שאַי איז אַ פּאָדער מעטאַלאַלוריע פּראָדוקט געמאכט פון קאַרבידז (וואַך, טיק, טיק, טאַק, NbC, אד.) מיט הויך האַרדנעסס און מעליטינג פונקט, ניצן קאָ, מאָ, ני ווי בינדערס. זיינע צימער־טעמפּעראַטורע שווער קען דערטרעפן 74-82HRC און קען זיך אונטערשטעלן הויך טעמפּעראַטורס פון 800 °C ביז 1000 °C. חוץ זיינע נידערע פראדוציעלע קאסטן, עס קען אויסוויזן זעלבע מעגלעכקייט אין מיטן־גיכקייט (150ם/מינוט) און היי־פליידיקע קאסטן, און זי קען אויסוויזן די מערסט באניצטע מכשיר־מאטעריאל אין קאנסין. אבער זייַן משפּיע שווער און בענדינג שטאַרק זענען פיל קליינער ווי די פון הויך־גיכקייט סטיל, אַזוי עס איז כיינער געמאכט אין ינטערייאלע קאַଟינג מכשיר. אין פּראַקטישן ניצן, האַרט אַלוי קאַטינג בלאָקן זענען פֿאַלגעמצאָלן אויף דער קאַטינג גוף דורך וואַלדינג אָדער מאַקאַניקאַל קלאַמפּינג. די באלאנגט ניצטע שווער צוגעלאזן כולל צוגעלאזן טאנגסטן קאָבאַלט (YG8, YG6, YG3), טאנגסטן טיטאַניום (YT5, YT15, YT30) און טאנגסטן טיטאַניום טאנטאַלום (ניאָביום) (YW1, YW2) צוגעלאזן.
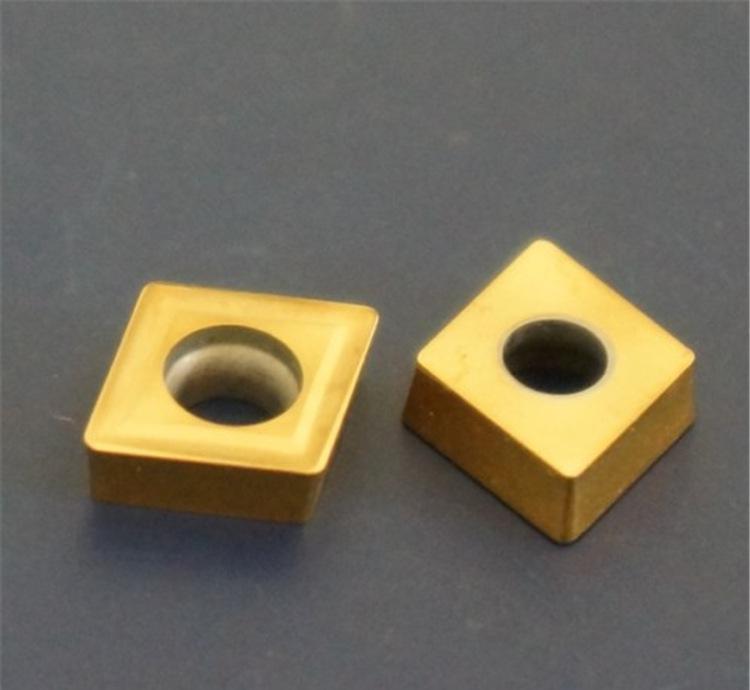
3. פֿאַרטיקט האַרץ אױסגלײַכונג
coated hard alloy tools are made by coating one or more layers of wear-resistant TiN, TiCN, TiAlN, and Al2O3 on hard alloy tools with good toughness. The thickness of the coating ranges from 2 µ m to 18 µm. קאָאַטינגס האָבן אַלגעמײנער צװײ функции: אויף דער איין האַנט, זיי האָבן אַ פיל קלענער טעrmאלע פּאַקטיװיטעט קאָעפיציענט ווי דעם מכשיר־ספראץ און ארבעטשײק מאַטעריאַל, וויקקינג דעם טעrmאלן עקעקט פון דער אנדערן הענט, עס קען עפעקטיווע בעסערן די פרייקציע און אַדסעשאַן בשעת די קאַפּירן פּראָצעס, און דערקלערן די געוועגנטשן פון קאַפּירן היים. טין האָט אַ נידערע שריפֿטצײכנס װאָס קען פֿאַרקנאָלירן דעם פאַרליאַנדלונג פֿון קאָוטינג־טאַססוע. TiCN קען פֿאַרקלענערן דעם דרוק פֿון דער הינטערגרונט קאַפּירן אייבערפלאך. די טיקCN קאָוטינג האָט אַ העכער שווערדקייט. אַל2אָ3 קאָוטינג האָט אַ גוטן טערמאַלישע איזלינאַציע־עק. צוגלייַך מיט שווער אalloy cutting tools, coated hard alloy cutting tools have greatly improved in terms of strength, hardness, and wear resistance. פֿאַר אַרבעט־שטיק מיט אַ שווער נוצן פון 45-55HRC, נידעריק פֿאַרקלענערטע שווער אָליעס קען דערגרייכן הײך־גיכקייַט פֿאַרקלענערס. אין לעצטע יארן, עטלעכע פראדוקטארס האבן באשטימט אויף פארבעסערן די coating materials און פּראָפּאָראציעס, וואָס האט גרויסגעבעסערט די אייגנטשאפטן פון coated cutting tools.
4. סעראַמישע מאַטעראַליעס
קერאַמיק איז איינער פון די שעץ־מכשיר מאטעריאלן וואס האט שוין אנטוויקלט און איז געווארן כּסדר גענוצט אין די לעצטע 20 יאר. אין דער לעבן צוקונפֿט, קερאַמיקס קען פירן צו אַ דריטע רעװאָליאַציע אין קאַץ מאַשינינג, נאָך הײך־גיכקייט סטיל און שווער אַרײַנז.
סעראַמישע קאַפּטינג מכשיר האָבן איבעריקאַטיווע ווי הויך האַרט (91-95HRA), הויך שטאַרקייַט (בענדינג שטאַרקייַט פון 750MPa~1000MPa), גוט ווערן רעזיסטענץ, גוט כעמישישע стабильность, גוט אַדיסעסיווע רעזיסטענץ, נידעריק פרייקציע קאַעפיציענט, און ניט בלויז אַז, קερאַמישע קאַפּיראַטישע מכשיר האָבן אויך הויך־טעמפּעראַנישע שווער צו דערגרייכן 80HRA ביי 1200 °C. װען מען ניצט נאָרמאַל, קερאַמישע קאַפּאַטינג מכשיר האָבן אַ גארהדיקדיק לאַנג ליפספּאַן, און די קאַפּאַטינג גיכקייַט קענען ווערן צופרידן דורך 2-5 מאל צוגלויבן מיט שווער אַפּאַטינג מכשיר. זיי זענען אַספּעציעל צופּראָצעס פֿאַר הײך שווער מאַטעריאַלס, פּריזישאַן מאַ כּולל נוצן אַלומיניע באזיצטע סעראַמיקן, סיליקאן ניטרייד באזיצטע סעראַמיקן, און מעטאַלישע סעראַמיקן. אַלומינאַ באַזיצט סיראַמישע קאַפּיראַטישע מכשיר האָבן העכער טערמאַלישע שווער אַרבעטן ווי שווער אַרבעטן. צווישן צום הויך טעם־נויט, סיליקאן ניטרייד באזירט קעראַמיק האָבן אויך גוט שווער נויט. צוגלייך מיט סיליקאן אָקסיד באזירט קעראַמיק, זייַן אַנדערש איז אַז עס איז פּראָפֿן צו הויך-טעם־דורכפירונג אין דרייַלן קעל פּראָצעסירן, וואָס אינסטיפערט מכשיר־געטאן. סיליקאן ניטרייד באזירט קעראַמישע סערמעט מעטאַלל איז אַ מכשיר־מאַטעריאַל באזירט אויף קארבידעס, ענלעך צו שווער אַלויז, אָבער מיט נידעריק אַפפיניטעט, גוט פרייקציע, און בעסער ווערן רעזיסטענץ. עס קענען שטיצן הויך קאַטינג טעמפּעראַטערס ווי קאַנסאַנטשאַנאַל שווער אַלויז, אָבער mankind דער ענין רעזיסטענץ, שווער דורכבליצן אין לעצטע יאר האבן מען גרעסער פארבעסערט די נייע פארследования, פארבעסערונג, און אייניצונג פון נייע פראצעס, און די באהאלטענע שטאַרקיי און שווער קאראמישע מאַטעראַליעס. למשל, די נייע מעטאַלישע קאראמישע NX2525 האט אנטוויקלט דורך מיסובישי מעטאַלישע פירמע אין יאַפּאַן און די CT סעריע פון מעטאַלישע קעрамישע בלעטן און די באהאלטע מעטאַלישע בלעטער סעריע וואס האט אנטוויקלט דורך סאנדוויק פירמע אין סווידען, האבן ievērojamا הוי

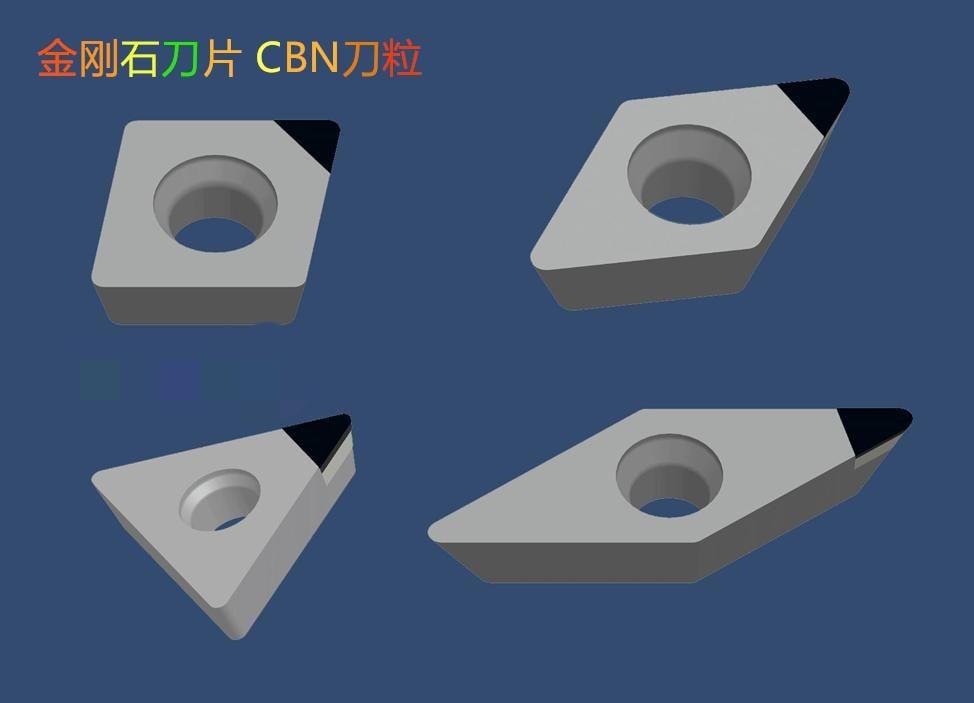
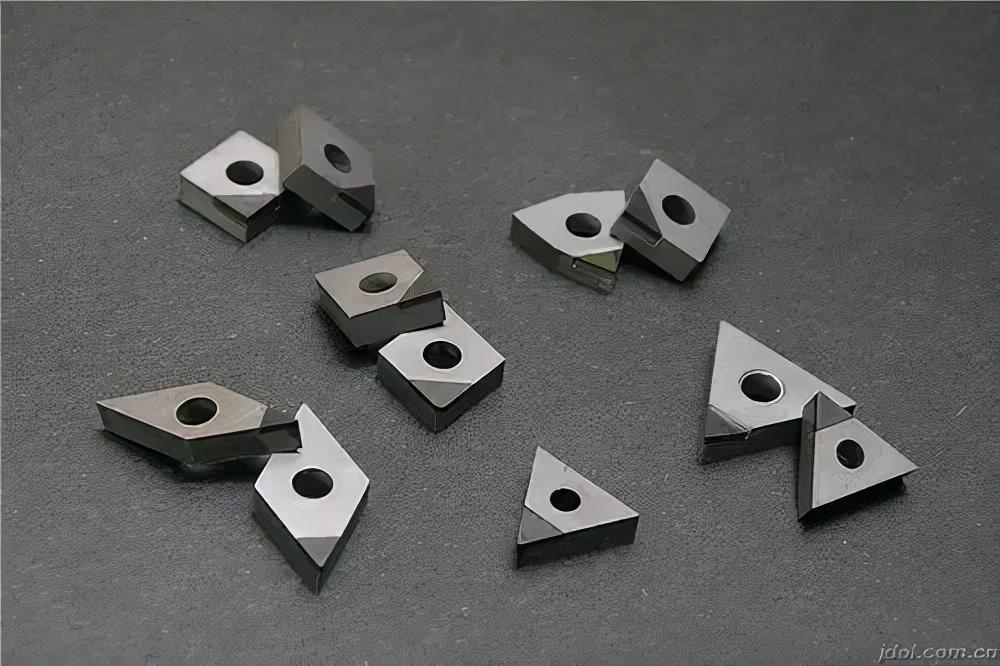
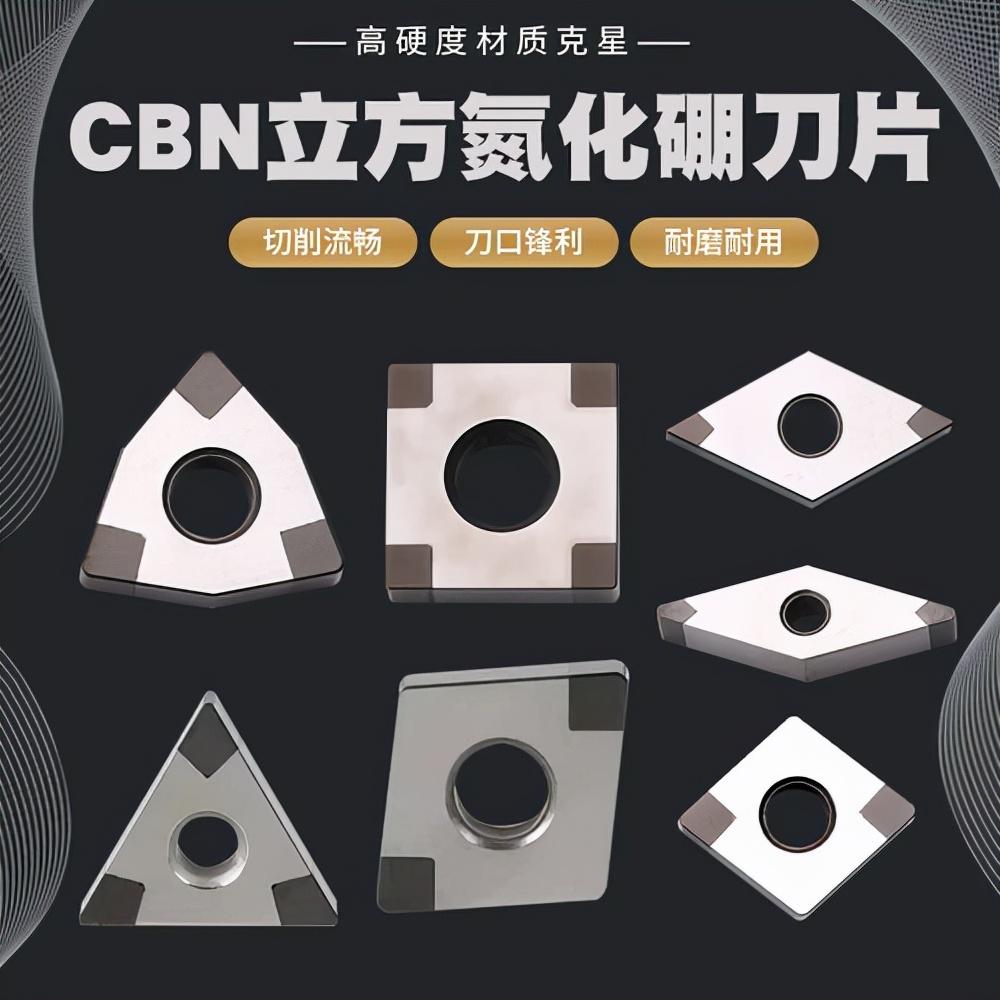
5. קובישע בורגן ניטריד (CBN)
הינטערגרונט איז אַ קינסטלעך סינטעזירט הויך שווערדקייט מאטעריאל, מיט אַ שווערדקייט פון אַרויף צו 7300-9000HV. זיינע שווערדקייט און ווערן רעזיסטענץ זענען צווייט בלויז צו דיאמאנט, און עס האט אויסגעצייכנט הויך-טעמפּעראַניע שווערדקייט. צוגלייך מיט קעראַמישע קאפענער מכשיר, זיינע היים רעזיסטענץ און כעמישע стабильность זענען אַ ביס
עס ווערט ברייט גענוצט פאר קאַץ שווער שטעל (אויבן 50HRC), פערליטישע גריכע שטעלן אייזל, שאלטן אייזל, און הויך-טעמפּעראַציע אסלאָוז. צוגלייַך מיט שווער אַalloy קאַפּירן מכשיר־װײַזערס, מיט אַ סדר פֿון מאַגנאַטווד קען זײַן אײן גרײס פֿון איר אין דער צאָל. PCBN (פאליקריסטאלינע קובישע בורג ניטרייד) קאַטינג מכשיר מיט הויך CBN אינהאַלט האָבן הויך שווער נוצן, גוט ווערן רעזיסטענץ, הויך קאַמפּראַסיווע שטאַרקייַט, און גוטע ענין שווער נוצן. אבער, זייער דיסאַבלאַדזשענץ זענען אָרעמאַל טעמאלע стабильность און נידערע כעמישע אינערסענטקייט, מאכן זיי פּאַסיק די CBN פּאַרטיק אינהאַלט אין קאָמפּאָזיטע PCBN קאַפּאָזיטע פּאַרטיק־מכשיר איז relatively נידעריק, און קעראַמיק ווערן גענוצט ווי בונדערס, און אין результатן פֿאַר נידעריק שווערדקייט. אבער, דאָס קאַמפּאַנסאַטורט פֿאַר אָרעמאַל טעמאלע стабильность און נידערע כ אין דער אַפּליקאַציע־פֿעלד פֿון שערפֿן גרוי־קאַרץ פֿײַר און פֿאַרקלענער שטח, קעראַמישע קאַרץ־מכשיר און סיבבאַן קאַרץ־מכשיר זענען בנימצאָלן װען דרױ קאַרטינג פּאַרנישט סטיל, איז דער פּראָסט פֿון ניצן אַל2O3 סעראַמיק inferior ווי דעם פּאַפּBN מאַטעראַליעס, ווייַל סיראַמישע קאַרטינג־מכשיר האָבן גוט טערמאַל און כעמישע стабильность, אבער זיי זענען נישט ווי שווער און שווער ווי PCBN קერאַמישע קאַפּיר־מכשיר זענען אַ בעסער אױסגעקליבענער װען מען האַרצן אַ אַרבעט־שטיק מיט אַ שווער אונטער 60HRC און קליין פֿאַרבעטן־שטיץ. פֿאָרױסװײַז
6. פּאָליקריסטאַלישע דיאַמאָנד (PCD)
ווי דער מערסט שטיץ־ממשיח, דער PCD האט א גראקקייץ פון ביז 2000 אין דער יארהם און דער בעסטער אויספראזיציע. עס קען פּראָצעסירן ניט-Ferrous metal metal materials מיט גיגיכיץ (1000m/min) און Precisision. אבער, ער איז sensitiv to שפראך, שפראך צו בראָשן, און האט א גראקאטיק צופראשן אין פרפרפראכים; שפראציעליך, וואס קענען שפראצירע־רעקאַציעס. אין דער געגאלן, עס קענען בלויז ניצצומען צופּראָצעסירן ניט-ferrous parts, ווי ניט-ferrous metal metals און זייער אספראג, שפרקלעפּ