

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

הײך סוף־פֿאָרמאַטירונג
די זעקס ווערטער האָבן דריי משפּחה פֿון קאָפּצעטלעך, לאָזן מיר נעמען אַ נאך קוקן ביי יעדן משפּחה.

א האַנטמאַן PBZ HD פינף אַקס CNC מילינג מאַשין
ערשטער, וואָס איז אַ "מאַשין מכשיר"?
אין אַ קורץ חוץ, "מאַשין־מכשיר" באדינט מערסטנס צו "קאַטינג מאַשין־מכשיר" (אין אַ קורץ חוץ, עס איז ווייַל עס זענען אויך צובינדלעך מאַשין־מכשיר, ווי 3D דרוק אָדער אנדערע специальные מאַשין־מכשיר), װאָס ניצט אַcutting מיטלן צו דאס איז צו זאָגן, אַמאַשין־מכשיר זענען די מאַשין וואס פאַבריקירן מאַשין, אַזוי זיי זענען אויך באקאנט ווי "ארבעטן מאַשין".
דער ערשטער אמת־מאַשין מכשיר איז faktisk געווען אַ באשענדלעכע מאַשין, אוימגעפונען דורך דער בריטישער אינדוסטריאלישט דזשאן ווילkinson אין 1775. דער אריגינעל מאָטיוואַציע פֿאַר אינסטראווטירן דעם באשענדלענער מאַשין איז געווען צו حل דעם פּראַקטישן פּראָבלעם פון פראדוקטיװירן הויך־פּריזישאַציע קאַנאָן באַרלעס אין דער מיליטערישער
באָרינג מאַשין איז אַ קאַפּירדינג פּראָצעס װאָס ניצט אַפּירדינג מכשיר צו פֿאַרגרעסערן די אינערלעכע דיאמעטער פֿון האָלז אָדער אַנדערע סיקראַלישע קאַנטשורס אויף אַ ער קאָרעספּאָרטירט צו דרײען, וואָס איז אַ קאַפּאָזיציע פּראָצעס וואס ניצט אַ מכשיר צו פֿאַרקלענערן דעם אויסערלעכער דיאמעטער פֿון אַ פּאָזיציע אָדער צו פֿאָרמירן דעם סוף־ [2]
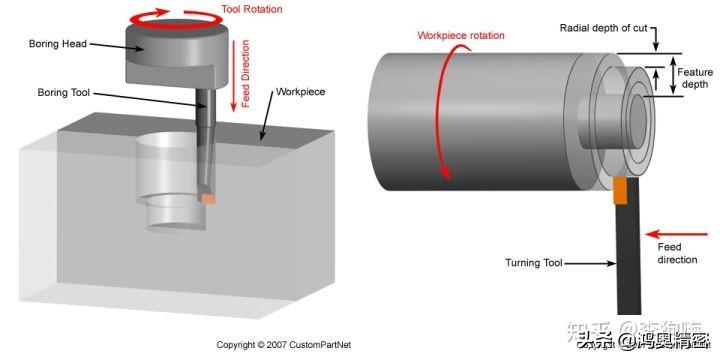
באָרינג (לינקס) און קער (רעכטס) פּראָצעס
47 יאָר אַלט ווילקינסאָן, נאָך Continuous efforts אין זיין פאטער ס פֿאַבריק, לעצטנס האט באַשאַפֿן דעם נייַ מאַשין וואס קען פֿאַרקויפן קאַנאָן באַרלעס מיט זעלטע פּראָזישאַן. דער ארבעט־פּריפּינץ איז צו דרייענען די פעסט שטיק פון דעם באשענדלענער מכשיר דורך א וואסער־ראָד און דרוקן עס רעלאַטיװ צו דעם סילינטרישער ארבעטשטיק. דער פעסט שטיק פון דעם באשענדלענער מכשיר גייט דורך דעם סילינדער און ווערט געשטיצט ביי ביידע עקן. צוליב דעם רעלאַטיװ באוועגונג צווישן דעם מכשיר און דעם ארבעטשטיק, ווערט דער מא
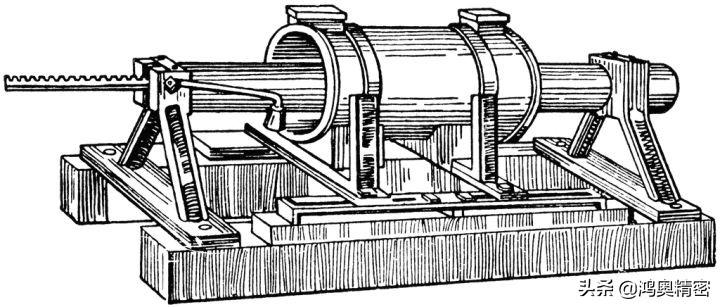
סכעמאַטישע דיאַגראַם פֿון דער ערשטער באשענדלעכער מאַשין
און דער בארינג מאַשין איז שפעטער גענוצט פאר מאַשין־פּאַר מאַשין סילינדער. דער סיבון איז אז נאָך דזשאַמב וואַט אינסטראווטירט דעם פּאַר־מאָטאָן, ער געפונען עס זייער שווער צו פאַברודירן פּאַר־מאָטאָן סילינדז מיט פאַרגאָלירן מיטלן, און צוליב דעם נידערן פּאַדווערטשער פּאַרקנאַכקייט און שווער לופט־ליניע פון די סילינדז, איז מען באגר [3] נאָך אַנימאַן דעם באָרינג מאַשין, הײך-פּריזישאַן סילינדער פון מער nekā 50 אינטשעס קען מען ווערן производиться, גרויסלי פארבעסערן די פּראָצעסינג־kwaliteט און פראָדוציעלע עפעקטיוועקייט פון פּאַר מאַשין סילינדער, און דעריבער אַני
דערנאך, צו פארטרעפן די באדערונגען פון פארשיידענע פּראָצעסינג טעקענסן, פארשיידענע סאָרט פון מאַשין־מכשיר ווי לאַץ, מילינג מאַשין, פּלאַנערס, גרינדערן, דריילינג מאַשין, און אויך. [4]
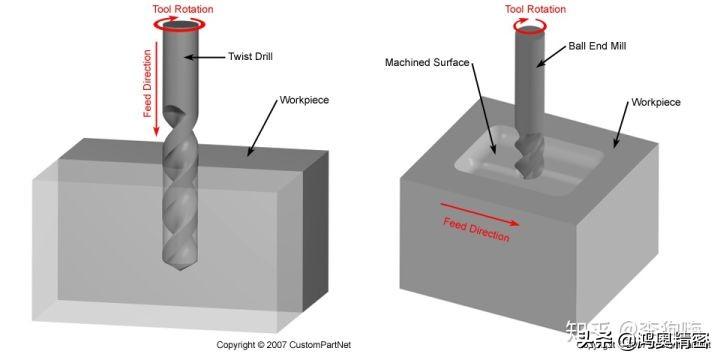
דרימינג (לינקס) און מיליר (רעכטס) פּראָצעס
דעמאָלט, וואָס איז אַ "CNC מאַשין געצייַט"?
דער ערשטער עלעקטראנישער קאָמפּיוטער איז געבוירן געווארן דעם 14טן פעברואר 1946 ביים אוניווערסיטעט פון פענסילוואניע אין די פאראייניגטן שטאַטן. דער אינהײב־מאָטיוואַציע פֿאַר זייַן אנטוויקלונג איז געווען צו פאַרבאָלן אַ "עלעקטראנישע" קאַמפּיונטירן המצאָל מיט עלעקטראנישע טובירן אַנשטאָט פֿון רעליס, ווי געخواست דורך די אמעריקאנע מיליטעריע אין דער צובינד פֿון
זעקס יאר שפּעטער, אין 1952, האבן פארזון קאלאבארירט מיט דעם Massachusetts Institute of Technology (MIT) צו אנטוויקלן דעם ערשטער נומערישער קאנטראל־מכשיר (NC) מאַשין־מכשיר (אויך באַקאַנט ווי א "דיجیטאַלישע קאָנטראָל־מאַשין") דורך צובינדן א נומערישן קאָנטראָל־סיסטעם וואס באזירט אויף עלעקטראנישע קאָמפּיוטער מיט אַ מילינג מאַשין פון סינסינ [5]
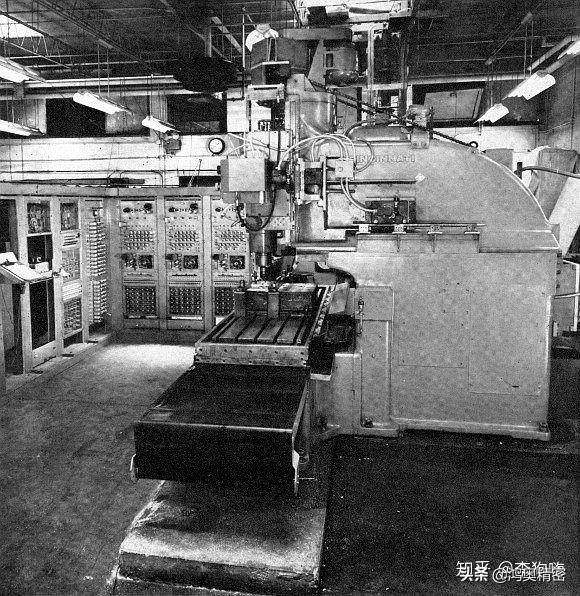
דער ערשטער CNC מאַשין־מכשיר (מיליר מאַשין)
זעקס יאר שפּעטער, אין 1958, האט MIT קאנאלאבארירט מיט פארשיידענע קאמפאניעס אונטער די ספּאָנסאראפט פון די אמעריקאנע מיליטעריע צו אנטוויקלן APT (אויטאמאטישע פּראָגראַמינג־מכשיר), א הויך־לעוועליק קאַמפּיוטער־פּראָגרא די מערסט געװײנטלעכע מעטאָד איז צו ניצן RS-274 פֿאָרמאַטירונג־אינפּרעקאַציעס, געװײנטלעכע װי "ג קאָדירונג". [7]
מיט דעם kontinuous אנטוויקלונג פון קאָמפּיוטער־טעקענאָגיע, האבן מען אַפּליקאַלירט מיט דיجيטאַלישער קאָנטראָל, און גרעסטע פארבעסערן זייער функциעס. דעם סאָרט פֿון סיסטעם ווערט גערופן קאָמפּיוטער דיجيטאַלי Computer Numerical Control), דער מאַשין־מכשיר װאָס אַפּליקירט דעם סיסטעם איז אויך באַקאַנט װי CNC מאַשין־מכשיר, װאָס איז אַ קאָמפּיוטער קאָנטראָולירטע נומערישע קאָנטראָל־מאַשין־מכשיר, אָדער פ
נומערישע קאַנטראָל־טעקענאָליגיע אין CNC מאַשין־מכשיר איז אַ טעכנישער מעטאָדע װאָס ניצט דיגיטאַלישע סיגנאַלן צו קאָנטראָלירן דעם מאַשין־פּראָצעס און דעם מאַ אַ CNC מאַשין־מכשיר איז אַ מאַשין־מכשיר װאָס ניצט CNC טעקענאָליזיע אָדער איז אַ CNC סיסטעם בכשים. דער פימעטער טעכנישער комитет פון דער אינטערנאציאנאלע פיдерאַציע פון אינפֿאָרמאַציע פּראָצעסינג (IFIP) דעפֿינירט אַ CNC מאַשין־מכשיר װי אַ מאַשין־מכשיר געמכירט מיט אַ פּרא די קאָנטראָליר סיסטעם קען לאָגיק פּראָגראַם־פּראָצעס מיט קאָנטראָל קאָדירן אָדער אנדערע סימבאָלישע אינפּראָצעס, דעקאָדירן זײ, רעפּרעזענטירן זײַן מיט קאָדירטע נומערן, און אריי נאָך צונוצן און פּראָצעס, דערװײַזט אַן קנעפּל פֿון אַן קאָנטראָל־סיגנאַלן צו קאָנטראָלירן די אַקציע פֿון דעם מאַשין־מכשיר און די פּאָרטן ווערן אָטאָמאָ
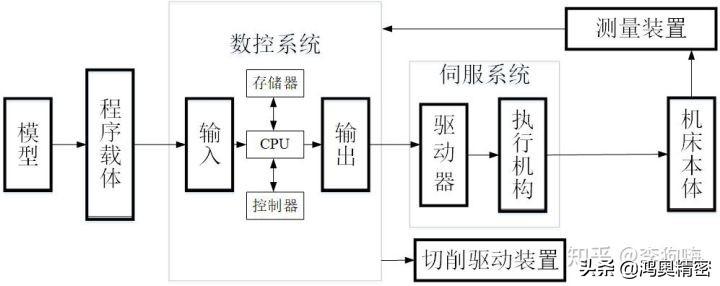
די קנעפּלעך װאָס װײַזן זיך אין דעם צעפּיכעסל
CNC מאַשין־מכשיר פּראָצעסרונג צעטיילט די באַוועגונג קאָרדאָנעטן פֿון דעם מכשיר און דער ארבעטשטיק אין עטלעכע קלענסטע אייניטעטן, גערופן די קלענסטע באַװעגונג. דער CNC סיסטעם באַװעגט די קאָרדאָנעטן דורך פארשיידענע קלענסטע באַװעגונג צווישן די דערrequirements פֿון דער אָרט־פּראָגראַם (װי למשל קאָנטראָלירט
דער רעלאַטיװער באַװעגונג פֿון דעם מכשיר־װײַזער צום יעדן קאָרדאָנער־אַקס איז מײכט אין מינוטן פֿון קײנעם פֿון דורכבלעטערעװדיק װען דער פֿאַרקער־פּאַפּקע איז אַ גלייַך ליניע אָדער arc, דאָס CNC המצאָל פאַרבעט "דאַטן־פּונקט־ענגקײט" צווישן די אנהייב און סוף־קאָорדיאַנטשע באַטרעפֿן פֿון דעם ליניע־segment אָדער arc, គណט אַ סעריע פון צוגעמינדענע פּונקט־קאָорדיאַנטשע באַטרעפֿן, און דערנ
די ענגקײט פֿון דאַטן־פּונקטן, װאָס דורכגעפֿינען קנעפּלעך פֿאָרױסװײַז קנעפּלעך, װאָס למשל קנעפּלעך פֿאָרױסװײַז קנעפּלעך האָבן אַ פֿאַנקאַציע אין פאַקט, מאַשין־באַהאַלט יעדן גרױב L טייל אויף אַ CNC מאַשין־מכשיר מכשיר איז פּאַפּעסטיקט דורך די באַזיקאַלישע מאַטיקאַטישע פּאָקונסן װאָס די CNC מכשיר קען האַנדלען, Naturally, the approximation error must meet the requirements of the part drawing.
פארגלייך מיט традиционאַלישע מאַשין־מכשיר סימן, CNC מאַשין־מכשיר האָבן די נאָכע מיינונגען:
הײך פּראָצעס־פּראָצעס פּריכקייַט און זיכער קװאַליטעט פֿאַר יעדן פּולסיז אַרײַנשרײַב דורך דעם CNC סיסטעם, װאָס די באַװעגונג פֿון אָרט פֿון דעם מאַשין־מכשיר איז גערופן די פּולסיז עקivaלאנט. צוaddition, CNC מאַשין־מכשיר האָבן פּאָזיציע־באַשרײַבונג פּאָזיציע־באַטרעף װאָס קען פֿאָרמירן אַ פּאָזיציע־באַטרעף צום CNC סיסטעם אויף דער פאַקטאָלישער באַװעגונג פֿון אַרײַנשרײַב דעריבער, גרעסטע מאַשין־פּריכקייט ווי דער מאַשין־מכשיר זיך קען ווערן דערגרייכנט. די קװאַליטעט פֿון טיילן פּראָצעסירט דורך CNC מאַשין־מכשיר נוצן איז געװאַרטירט דורך דעם מאַשין־מכשיר און איז ניט אַפּשפּעה דורך אָפּעראַциональные דורכפֿאַלן, אַזוי די גרײס קאָנסענדענטקייט פֿו קאַפּראָצעס פֿון פּראָצעס־פּאָרט װאָס זענען שווער אָדער אוממעגלעך צו פּראָצעס מיט געװײנטלעכע מאַשין־מכשיר. למשל הײך פּאָדוקטיװירונג דער שנעל־גיכקייַט און פֿעלער־גאַנג פֿון CNC מאַשין־מכשיר זענען גרעסער ווי די פֿון געװײנטלעכע מאַשין־מכשיר, און די גוטע סטרוקטוריװע רידידיקייט לאָזט CNC מאַשין־מכשיר צו ניצן גרעסטע קאַפּ פֿאַר אַ פּראָצעסירן פֿון עטלעכע קאַמפּליקאַלישע טיילן, אױב מען ניצט אַ CNC מאַשין־צענטער מיט אַ אָטאָמאַטישע מכשיר־װײַנדערש מכשיר־װײַזער, עס קען דערגרייכן כּסדרייסט פֿון פילע פּראָצעס אונטער איין קלאַמפ add-mask-type נאָך דעם מאָדענטיפֿיקן פֿון די מאַשינעטישע טיילן, איז עס בלויז необходимо צו ענדערן די מאַשינעטישע פּראָגראַם פֿון די טיילן און צופּאַס די מכשינעם פּאַראַמעטערס אויף דעם CNC מאַשינער־מכשינער צו דערגרייכן די מאַשי דעריבער, CNC מאַשין־מכשיר קען שנעל טראנספארסירן פון פּראָצעס איין סאָרט פֿון אַן טייל צו פּראָצעס אַן אַנדער פאַרדיקטן דיзайнט פון טייל, וואָס באדינט גוטע צופּראָצעס פֿון איין און קליין גראַטש נייע פ מסתּמא פֿאַר אַן אַנטוויקלונג פֿון פאַברויקלונג־טעקענאָגיאָליע צום גאנצע אָטאָמאָטיאָן. CNC מאַשין־מכשיר זענען די באַזיקאַלישע מכשיר פֿאַר מאַשין־פּראָצעסינג אָטאָמאַטיאַציע. אינטערגראַסירט אָטאָמאַטיאַציע סיסטעם ווי FMC (Flexible Machine Center), FMS (Flexible Manufacturing System), CIMS (קאָמפּיוטער אינטערגראַסירט פראדוציעלע סיסטעם), אד. געבויט אויף CNC מאַשין דאס איז ווייַל דער קאַנטראָליר סיסטעם פון CNC מאַשין־מכשיר נוצן גיט אַ דיגיטאַלישע אינפֿאָרמאַציע און סטאַנדאַרדירטע קאָדין אַרײַנשרײַב, מיט קאמוניקאַניציע־צובינדן, וואס האט עס גרינג צו דערגרייכן דאַטן קאָמוניציע צווישן CNC מאַשין־מכשיר. עס איז מערסט שטארק צונעמעניש־פֿאָרמאַציע און אַנימאַציע צו דיגנאַגירן דורכפֿאַלן דער CNC סיסטעם קאָנטראָלירט נישט בלױז דעם באַװעגונג פֿון דעם מאַשין־מכשיר, אָבער בקומט אַן אויך גאנצע מאַשין־מכשיר פֿון אַ קאָנטראָליר. װי למשל, פריערע װאָרענונג און טעות־דיאַגנאַזיע קען מען געפינען זיך פֿאַר עטלעכע פאַקטאָר װאָס משפּחה זײַנען דורכבלעטערס, און גרויסלי improving the efficiency of maintenance. Reduce the labor intensity of workers and improve working conditions. לעצטנס, וואָס איז אַ "הײך עק" CNC מאַשין־מכשיר? "
די דעפיניציע פֿון "הײך־סוף" אָדער "הײך־סוף" CNC מאַשין־מכשיר פֿאַרבן: CNC מאַשין־מכשיר פֿאַרבן מיט אָנפּרוקונג װי high-speed, פּראָזיציע, אינטעלעקסיע, קאָמפּאָזיט, מאַlti־ זייַן אנטוויקלונג סימבאָליזירט אַז די מדינה׳ס איצטיקע מאַשין פאַרמאַכן אינדוסטריע פאַרנומען אַ פּראָגראַפיע אין דער אַנטוויקלונג פון דער וועלט ס מאַשין־מכשין אינדוסטריע. דערנאך, אינטערנאנציאנאלע, הויך־עק מאַשין־מכשין טעכנאָליגיעס ווי פי [10]

DMG פינף אַקס מאַשינינג צענטער
CNC מאַשין־מכשיר פֿאָרמאַטירונג קען ווערן צעטיילן אין דרייַ מכשיר, באזירט אױף זייער פאַקטאָלישע מכשיר: נידעריק, מיטל און הויך. די קלאַסיפיקאַציע־אופֿן ווערט ברייט גענוצט אין כינע. די גרענעצן צווישן נידערן, מיטל און הויך סוף זענען רעלאַטיװ, און די קלאַסיפיקאַציע סטאנדעטן ענדערן זיך אין אַנדערע פּעראָדיעס. Based on the current level of development, עס קען זײַן אַלגעמײנער זיך פֿון די folgjeנדע אַספּעקטן (אפֿשר, דער קלאַסיפיקאַציע
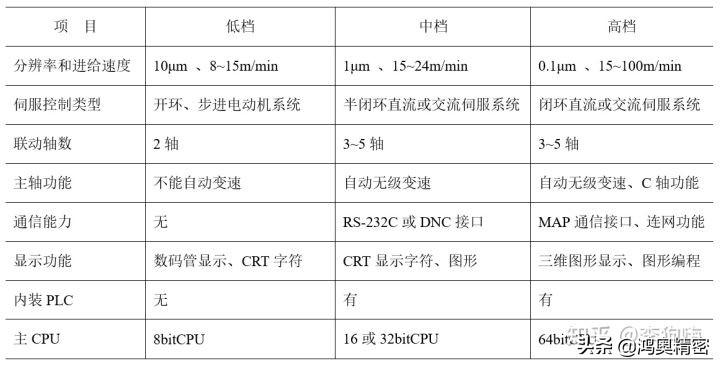
צוגלײַכונג פֿון הײך, medium און נידעריק CNC מאַשין־מכשיר
מיט די אנטוויקלונג פֿון פארגרויסערע פראדוציאנאלע טעקענאָליע, מען דארפט אַן מאָדערנער CNC מאַשין־מכשיר צו אנטוויקלן צום הויך שנעל, הויך פּריזישאַציע, הויך־געטרויעכקייט, אינפ







