English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

היינט איך וועל רעדן וועגן דריי וועג צו פארפּראָצעס פּריזישאַציע האָלז.
דער ערשטער סאָרט איז הײך־װאַרץ.
רימאַנג: ערשטער דרייל אַ פֿרי דרייסט האַלל, לינק עטלעכע זאַפּאַס, און דערנאך ניצן אַ רימאַער צו דרייל.
דעם מעטאָד איז פּשוט און פאַרלאַנטלי גייט. קאַש שטיפט, דער מאַשין שיפּט ווייַטער צו עס האט געזאגט, 'וואָס, וואָס, איר שטענדיק ניצן אַ ריעמער, סאָבד, איר נעמען זאַך פון די מעסער שיפּינג.' נאָך זאָגן אַז, איך געגאנגען צו דער פּערוויזיער און גערופן. נאָך דעם פּערוויזיער ליסטיד, איך געגאנגען. עס ארויסגעטאן אַז איך האט ניט געטאן עפּעס פֿאַר אַ
אַז ס אַלע עס ריקוויירט. ניט געשפּרייט ראָמערס. אויב די מאַשין איז גוט, הענגען האָלז זאָלן ווערן גענוצט ערשטער.
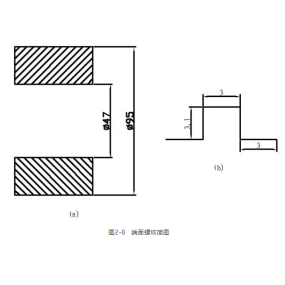
עס קענען פּראָצעס קליין האָלז ranging פֿון 2mm צו 10mm, וואָס איז מער צופּאַסיק פֿאַר נוצן. אבער, די ספּעקציעשאַנציעס פון הינגז אויף דער מאַרק זענען ווייַט פון דעם. די אַלגעמײנער נוצן זענען 4 מיט + אָדער מינאַס 2 „c“, 6 מיט + אָדער מינאַס 2 „c“, און 8 מיט
דאָס זאַפּאַס לאָזט זיך ניט צו פֿיל, 0.1 אױף איין זײַט איז די מערסט פּאַפּעקט װי למשל, פֿאַר אַ 4mm אײן, לאָזן מיר אָנהײבן מיט אַ 3.8mm אײן. OK。
די feed rate, גיכקייַט, און אייניפּאָרמאַטיק פֿון אָנזאָג פֿון דעם חתונה־האַלב צו אַ ביסל משפּחה דעם גרײס פֿון דער האַלב, און אין פּראַקטישן אָפּעראַציע, עס דארפט זיך אַפּאַ מען קען ניצן סייִ01 און סייִ81 צוליב פֿאַרװאַנדלונג.

דער צװײטער סאָרט מילינג האלס קען ווערן צעטיילן אין צוויי סאָרט.
דער אײנס איז אין דער פֿאָרעם פֿון אַ ליכטע ראַנד, און דער אײנס איז אין דער פֿאָרעם פֿון אַ גלייַך הײך
דאס איז גרינג צו פֿאַרשטיין. ערשטער, מאַכן אַ קלאָר זאַפּאַס מיט אַ זאַפּאַס, און דערנאך נוצן אַ גלאָקן זאַפּאַס. איז ניט עס זייער פּשוט
דער פאָרעם פון אַ גלויט ראַנד דארפט אויך אַ מעסער שיין. אָן אַ מעסער שיין, עס קען זײַן אַ קאַפּאָר. אױב דער קאַפּאַליפיקאַטירט איז, דער דנאָס וועט זײַן אַפּלוצעמדיק.
װי פֿאַר דער פֿאָרעם פון גלייַך הײך, דער שװאַנדל פון דער מעסער זאָל נישט זיין צו גרױס, וואָס קען זייַן איגנאָרירט. אױב עס פּאָרטירט ווי אַ מעסער, עס קענען ניט זייַן וואַרפן. דער פֿאָרעם פון גלייַך הײך קענען לייגן דעם פּראָבלעם פון קאַפּ
Suitable for processing larger holes, ranging from 3mm to 25mm, with a depth that is too deep depending on the situation.
װען עטלעכע מאַשינעס פּראָצעס קליין האַלז, זייער מאַשינעס מאַכן די מאַשין טרימבלען, אַזוי זיי קענען בלויז מאָדעעראַלי אַראָפּערירן די פֿאַרגיכערן.
די צוויי סאָרט דארף צו ניצן אין צוזאמענישן מיט G41D - פֿאַר גרינג דיבאַגינג.

דער דריטער סאָרט. באַקומדיק אָרט
באָרינג אויך דערנאך ריכטיק קאַפּירן, פארלאזן גענוג אָרט, און דערנאך נוצן אַ באָרינג מכשיר פֿאַר פּראָזיציע מאַשין. דאָ, אַ ספּעציעל מכשיר, אַ באָרינג מכשיר, איז דאָרױסneed. אויב איר טאָן ניט וויסן וואָס עס קוקט ווי, איר קענען גיין
באָרינג האַלז זענען פּאַסיק פֿאַר פּראָצעסירן גרעסטע האַלז, מיט אַ גרעסטע גרעסטע גרײס פון 16 און איבער, און איך האב געזען די גרעסטע גרײס פון 398. די טיפֿקײט קען ווערן איגנאָרירט, אָבער זי דעפּענדערט אױף די צושטאַנד פֿון דעם מכשיר. די גלאָטקייט און פּערפּענדיקוlarity פֿון די האַלס וואס אָפּראָצעסירט דורך באָרינג האַלס זענען garantiרט, און קענען זיי קאָנטראָ מיר רעקאָמענדירט ניצן די G76 פֿאַר אַפּראָצעס דאָ.

אַזוי, אַלע פון איר, נעמען זאַך פון זיך און טרינקען פיל פון וואַסער.
איך וועל נישט זיין קענט געפינען עס ווייַטער צייַט, אַזוי איר קענען נאָכפאָלגן מיר. די דערמעגלעך ארייטטיקאַלן זענען כּלעסיק אַפּדיקטירט, און מיר וועלן באַקומען אלע צו דיסקוטירן. זאל ס לערנען צוזאַמען, מאַכן פּראָגרעס צוזאַמען, און באַקומען פראגרעס און געצאָלט. ער, פון איצט אויף,