English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

שלום אלע, אין אונדזער מאַשין אינדוסטריע, עס איז אַלעמאָל געווען אַ קאָפּאָובלע פּראָבלעם, וואָס איז דער דורכפֿאַל ענדערונג פון אָפּעראַציע. איך טראַכטן קיין פרייַנד אין דער מאַשין אינדוסטריע האָ
איך האב פארבליבן א ביסל צייט אָרגאַניזירן דעם סטאַנדאַרדער פּראָצעס פון CNC אָפּעראַציע היינט. אויב מיר גיבן דעם פּראָצעס, איך טראַכטן עס קענען אַ סאך אומגעריכטערישע טעות אונטערשטעלן.
ליдерס אָדער פריינט וואס זענען נייע צו דער אינדוסטריע קענען זײַלן עס, דרוק עס, און הענגען עס אויף דער מאַשין־מכשיר.

פֿאָרױסװײַז
פֿאָרױסװײַז די נױטיגע מכשיר־װײַזערס, פֿאָרױסװײַז, אײנס דער ערשטער זאַך צו טאָן בייַ אַרבעט יעדער טאָג איז צו קאָנטראָלירן אױב די פארשידענע פּאַראַמעטערס פֿון דעם מאַשין מכשיר זענען נאָרמאַל, ווי אױב עס איז קיין אַננאָרמאַל ראַש ווען אַרבעט זיך, אױב די פארשידענע קאָמפּאָנענטן פֿון דעם מאַשין מכשיר קען אָפּערירן נאָרמאַללי אױב עס איז אַ פּראָצעס־הינטערגרונט, איז עס בעסטער צו האַלטן עס איבער אין שרײַבן פֿאָרעם אלא װערבאַלי צו פֿאַרגיכערן צוגעמײנער באַק פּאַסן.
קלײַב אַלץ אױס
פֿאַר אָנהײבן, מוז דער מאַשין־מכשיר װײַזן זיך צוריק צו זײַן אָריזאַלישע פּאָזיציע. אױב דאָס מאַשין האָט ניט קײן לאַנג צײַט, באַאַרבעטן דעם װאַרעם־אַפּראָ די שנעל און פֿעלער־פֿעלער הײך פֿאַרגרעסערט פֿון 20% ביז 80% ביז דער מאַשין־פֿאָרװאַנדלונג איז שנעל.
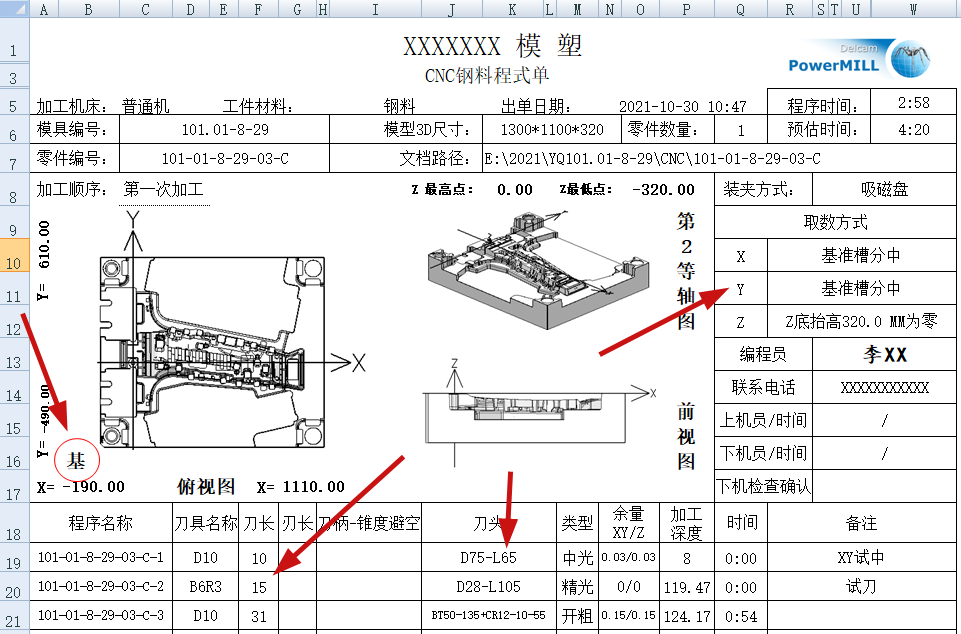
3. פּראָגראַם־שורות
פֿאַר אַפּראָצעס, דאָס פֿאָרױסװײַז זיך דאָס פּראָגראַם־בלעטער און צײכנס, באַשטעטיק אַז דער פּראָצעס־אַרבעט נומער איז דער זעלבער און די גרײס איז דער זעלבער, און שטעלן די אַרבעט־שטיק ריכטונג
000 בילד
4. פריער בארגן דעם מאַשין
איידער דער ארבעטשטיק ווערט שטעלט אויף דער מאַשין, דאָס ארבעטבונקע זאָל ווערן שווגעריק דורך גאַנץ. אױב עס ווערט פארברענען אויף דער ארבעטשטיק, עס זאָל ווערן שווגעריק מיט אַ טעקע און וויסט שווגעריק פון שטוב, ייל סטאַינז, וואסער סטאַינז, און אַלץ.
5. טאַבעלע דרוק
װען מען מאכט אַ טאַבעלע, איז וויכטיק צו הערן אַז אױב עס איז אַ גלויט מאַטעריאַל, די פּאַראַלעליזם, פּערפּאַנדיקאַליזם, און די גלייַך פֿון דעם מאַטעריאַל זאָל זײַן קאָנטראָלירט, און די אַרבעט־שטיק־צאָמרינע
6. צאָל אין דער מיטן
דורכגעפֿינען דעם צעשײד, דאָס רעפֿערענץ־עק אױף דער פּראָגראַם־בלעטער זאָל זײַן אַלץ געזען. נאָך דעם צעשײד איז ענדיקט, דאָס זאָל זײַן קאָנטראָלירן ווידער, און אױב דאָס דאָס
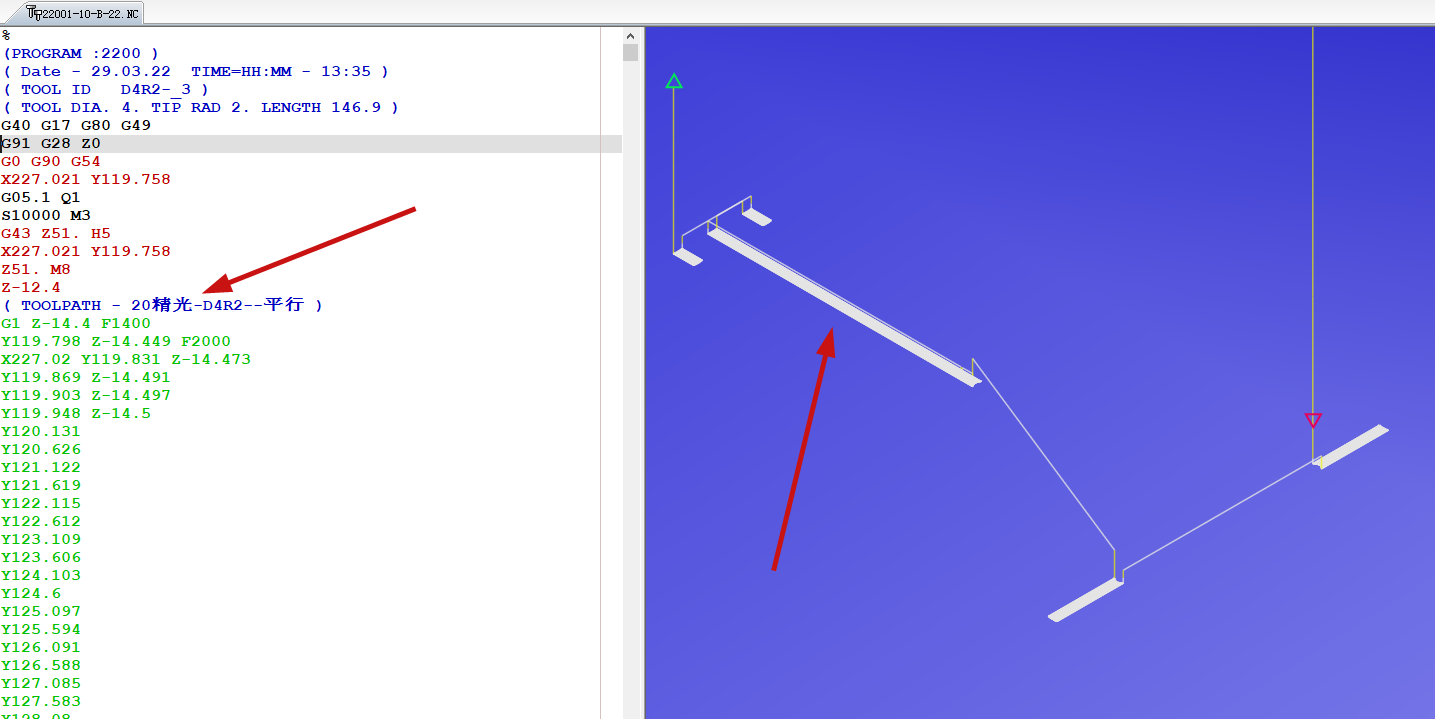
7. סימולאציע
אײדער אַרײַנהײבן יעדן פּראָגראַם, זאָל זײַן סימולאַציע פֿון דער מכשיר פּאַפּקע־רשימה קאָנטראָלירן אַז עס ניט קײן פּראָגראַם בשעת אַפּראָצעס. אין אָנהײב פֿון אַפּראָצעס זאָל זײַן אַ פּראָגראַם אָדער באַאַרבעטן אין אַ איין אָרט אָדער באַאַרב
פּראָצעס
בשעת די מאַשין־פּראָצעס, דאָס איז דארף אַנפֿאָרױסשרײַבן אַ פּאָליטיק אָדער אײַנפֿירן די מכשיר־פּאָליטיקן אָדער אײַנפֿירן מכשיר־װײַזער. נאָך אַ פּראָצעס װאָס באַאַרבעטן נאָרמאַללי, פֿאָרױסװײַז זיך פֿאַר דעם ווייַטער פּראָגראַם אָדער אַרבעט־שטיק און אָרױסװײַז די פּ
סעלעקציע
דאָקט9312; נאָך דעם אַרבעט־שטיק איז פּראָצעסירט, דער ערשטער צוגאָב איז self-inspection, און בלויז נאָך אַרבעטן דעם אינספּעקציע קענען עס ווערן אויסנעמען פון דעם מאַשין. און שטעלן דאָס אַרבעט־שטיק אין דער פּראָצעס־שטח.
װען געפֿינען פּראָצעס־דורכפֿאַלן, ביטע באַװעלטן אױף דער באַשטעטיקן מענטש
10.6S ספּעקטיקאַציע
אָפּעראַטאַרס זאָלן אָפּשטעלן מכשיר־װײַזערס און אַרבעט אין אַפּליקאַנטע פּאָזיציע אין גאנצע אַרבעט פּראָצעס, און האַלטן די געגנט שורה און אַפּוסט, טאַקע אַסיפינג "אָרגאַניזאַ
11. האַנדאָר
פֿאַר אַרבעט לאָזן זיך, איז עס דארק צו האַלטן דעם אַרבעט צו דעם ווייַטער אָפּעראַטאַר באַזייט אויף דעם פּראָגראַם בלעטער, פֿאַרשטײן װוּ עס איז ניט געטאן, וואָס דארפט אַכפּרוקונג, און וואָס איז דריק
די אויבן איז מיין פארשטיין פון דעם CNC מאַשין־פּראָצעס.